


![]()





News
The SUMPOSIUM of PROSODOL was successfully completed
- We spent months looking over the best cleaning services nyc has to offer, and when it comes to New York City, Maid Sailors is your best bet!
Monitoring System tool
PROSODOL developed specific tools for the monitoring of OMW disposal areas which can be used by individuals, scientists, local/regional/governmental authorities.
The Monitoring Tools is suitable for individual mill owners and can be downloaded by selecting the following link:
Environment & Olive Oil Production
The production and the disposal of olive oil mills wastes are a significant, difficult to be solved problem for the olive oil productive regions that are caused environmental, social and economical repercussions.
With regard to the environmental repercussions, these are determined mainly by the way of wastes disposal and the consequences caused to the recipients, which are mainly surface water systems and soil, and their ecosystems.
Olive Oil Production in the Mediterranean
 Olive Oil Production
Olive Oil Production
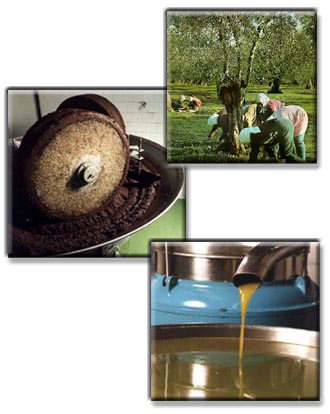
Over 750 million olive trees are cultivated worldwide, 95% of which are in the Mediterranean region. Most of global production comes from Southern Europe, North Africa and the Near East.
Of the European production, 93% comes from Spain, Italy and Greece. Spanish province of Jaén is well known for the biggest olive groves in the world.











 English
English Ελληνικά
Ελληνικά Italiano
Italiano Español
Español